深中通道沉管隧道首节钢壳顺利出运
深中通道工程首节沉管隧道钢壳完成制造,6月26日经水路出运至珠海桂山镇牛头岛进行自密实混凝土浇筑及舾装,为今年底明年初项目隧道首节沉管的安装进行准备。首节沉管钢壳出运现场会在广州南沙龙穴岛广船国际制造基地举行,这也标志着深中通道建设又迈出了坚实一步。
“巨无霸”管节海上航行8小时
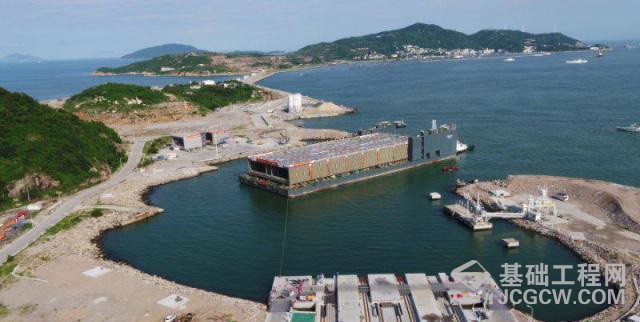
6月26日上午7时30分,装载着长123.8米、宽46米、高10.6米,总重达8716吨的深中通道首个钢壳管节(E1)的半潜船“黄船030”缓缓离开广船国际南沙龙穴制造基地港池码头,开始当天约36海里的海上运输,约经过8个小时的“海上航行”,当天下午3时30分抵达位于伶仃洋上的珠海桂山镇牛头岛预制场。“巨无霸”管节将在这里进行自密实混凝土浇筑、一次舾装、二次舾装等工序,为隧道沉管安装进行准备。
深中通道沉管隧道长约6.8公里,沉管段长约5.035公里,共32节。深中通道沉管隧道采用钢壳混凝土组合结构形式,该结构为国内首次应用。其中,两种标准管节尺寸分别为46×10.6×165米及46×10.6×123.8米,同时项目还包括5个总长为615米的变宽管节,其断面宽度从46米逐渐变宽至55米,是目前世界上最宽的海底沉管隧道。
据悉,整个出运分为上驳、拖运、上岸三个部分,“巨无霸”钢壳的转场要求非常高,不但要运用最先进的SPMT模块小车和移船小车编组联合作业,还要充分考虑运用潮汐时段,保证半潜船与岸基齐平,通过编组小车缓慢平稳移动到半潜船上,过程中的任何偏移都有可能造成钢壳变形导致出运失败。
智能生产线每30天制造一节管节
据了解,根据深中通道项目的建设计划,平均30天要完成一节管节的制造,制造的工期要求非常高。深中通道沉管隧道标准管节排水量达到了8万吨,超过一艘中型航母的排水量。如果按照传统的人工制造方式,不可能在这么短的时间内完成管节制造。每一个标准管节有超过2500个仓格,一个123.8米的标准管节焊缝长度超过了227公里,而165米的标准管节焊缝长度更是超过280公里,最厚的钢板达到了4厘米,焊接的工作量超大、对工艺的要求极高。为了提高制造工效,深中通道管理中心和船厂合作,结合BIM信息技术平台,建设了钢壳智能制造“四线一系统”,大力推行智能钢壳制造,大规模应用机器人智能化焊接、智能化打砂、智能化喷涂。这也是国内首条在超大型构件制造上大规模应用的智能制造系统。目前,片体智能焊接机器人的焊接速度达到了0.5米/分钟,极大提高了焊接效率,也极大提升了焊接质量的稳定性。而其独立开发的焊缝地图(可保存及翻查所有焊接信息的系统)、安全管理系统进一步提高了生产效率、质量和安全控制水平。
高精度制造确保隧道“滴水不漏”
据了解,为了保证隧道管节对接的精度、密实度,确保隧道“滴水不漏”,深中通道项目隧道沉管钢壳的制造精度要求极高。在一个比标准足球场还要大一些的平面上,我们要做到正负的平面高差不超过10毫米,远超造船的精度要求。为了保证钢壳的制造精度,不但要高度重视原材料质量,更加必须注重制作过程的质量管控,结构完整性、焊缝表面质量、焊缝无损检测、密性试验、隐蔽部位等等都要严格检查,测量工作更是须臾不可放松。以总拼为例,仅在端钢壳面就设置了220多个测控点,确保制造的精度达到设计要求。经过检测,首节钢壳46米×10.6米的端钢壳平面平整度严格控制在了4毫米以内,管节的横向垂直度拟合面与竖向倾斜度拟合面差均控制在3毫米以内,充分满足超高精度质量的要求。
计划今年底实现首节沉管安放
目前,深中通道项目工程进展顺利。桥梁工程正在进行桩基和锚碇工程施工,东西人工岛正按计划推进中,沉管预制智慧工厂6月初已正式完成改造。设备制造方面,负责深中通道沉管隧道E1-E22管节基槽整平的自升平台式碎石铺设整平船“津平2”已于今年4月正式下水(负责E23-E32管节基槽整平的整平设备也已开建),依托深中通道工程研制的另一个核心装备、世界第一艘且唯一一艘沉管浮运安装一体船也已于6月出坞,预计下半年将到达项目建设现场进行调试,为力争年底实现首个管节浮运做好准备。







 成功提示
成功提示 错误提示
错误提示 警告提示
警告提示




评论 (0)